




 开平机工作辊结构的基本形式与隐患排查换刀时的注意事项
开平机工作辊结构的基本形式与隐患排查换刀时的注意事项{一}、高速开平机工作辊结构的基本形式
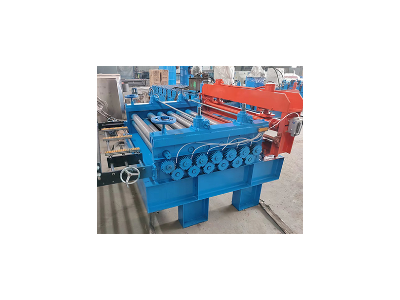
高速开平机是一种机械加工方法,使用锻造机械对金属坯料施加压力,以获得具有一定机械性能、形状和尺寸的锻件。通过在压力作用下对材料进行凝固、结晶、流动、塑性变形和成形,可以获得具有所需形状和性能的模锻件。根据高速开平机工作辊的调整方法和布置,其工作辊的结构有以下基本形式:1、高速开平机的每个上辊的高度可以调节。每个上滚轮都有单独的轴承座和拧紧调节机构,保证高度可以任意调节。此外,通常可以相对于下部移动框架的上部进行集体调整。可以获得高的矫直精度。但是结构复杂,所以实际中滚轮的数量一般都比较少。
2、高速开平机的上排滚轮共同平行调节高度。上排滚轮固定在平行升降的横梁上,只能集体平行上下调节,所以滚轮的减少量相同,结构相对简单。但这种调整方法只能利用较小的弯曲变形来获得较高的矫直精度,否则会出现较大的残余曲率。为了解决上述缺点,入口和出口的上辊通常是调节的。这种结构方案广泛应用于中厚板矫直。
3、高速开平机的上排滚轮的整体倾斜调节。上排轧辊安装在可倾斜调节的横梁上,轧件的弯曲从入口到出口逐渐减小,可实现大变形和小变形两种矫直方案,可获得高的矫直速度,调节方便,应用广泛。
高速开平机出口段倾斜布置,增加了轧件在进口段的大变形过程,提高了矫直质量。另一种是中间平行布置,两端倾斜布置,既能提高矫直质量,又能改变可逆矫直的咬入条件和作用条件。
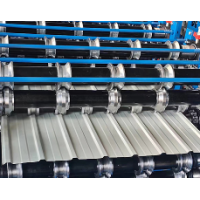
高速开平机主要用于校正各种规格和切割成块。利用多辊的工作原理,使板材在上、下辊之间反复变形,从而达到整平的目的。一个月加一次黄油。当有人在检查,修理或加油时,需要切断所有电源。启动时,不要让人离机器太近。注意辊面的清洁度。轧辊之间不允许有焊渣、小板或其他东西掉落,以免损坏平轧辊。
当高速开平机生产线工作时,导料机构处于送料状态,整平后,通过中间输送、纠偏、定位进入定径装置,按照设定的尺寸准确送料至剪板机。当达到设定尺寸时,停止进料,信号传输到剪板机,剪板机切断板材,并将切割好的金属板掉落在液压升降平台上。升降平台由电控系统控制。当切纸数量达到时,生线自动停止,由手动控制台控制。成品板输出送包装工序,生产线可以进入下一个工作周期。
{二}、伺服开平机的隐患排查及换刀时的注意事项
当我们使用伺服开平机的同时也伴随着一些危险的事情,那么如何避免事故呢?我们应该学会如何检查伺服开平机的隐患以及换工具时的注意事项。那么接下来将带你学习如何检查伺服开平机的隐患以及换工具时的注意事项。
1、隐患排查
在伺服开平机工作之前,有必要做好隐患排查工作。检查底线的安装完整性,确定电路接触是否完好。应根据规定的额定参数提供合适的电源。同时要确定电源的稳定性,保证不会出现接触不好的情况。其次,尽量使用厂家生产的原装配件,尽量不要改装矫直机。同时,定期擦拭机床的外观和密封件,尽量达到无锈无油的状态。同时,清洁工作辊和传动轴,以确保正常工作,没有裂缝。
在伺服开平机工作中的隐患排查,如果发现冒烟或异常噪音,应立即关闭伺服开平机停止工作,否则可能发生火灾,需要将电源切断。按照要求,要维护伺服开平机,检查隐患,延长伺服开平机的使用寿命,只有伺服开平机各部分都完好,机器干净,伺服开平机才能的工作。
2、注意事项
(1)注意换刀前的伺服开平机,一定要将机组运行方式由连动转换为单动。
(2)不要将刀轴升得太高,以免损坏拱门。
(3)换刀时任何人不得转动刀轴,无关人员应远离操作按钮。
(4)禁止伺服开平机用扳手钩住螺母并转动刀轴来拆卸和安装螺母。
(5)拆卸和安装工具套时,双手小心轻放。
(6)安装刀片时,注意防止刀片割伤手。不要使用有缺口或钝角的刀片。
(7)按计划好的板材要求换刀后,仔细检查带材宽度,然后手动试切边。
泊头市华瑞冷弯机械设备制造厂(http://www.huaruiyawaji.com)主营多种不同型号的M钢带机、铝板校平机、200型免浇筑踏板成型机,型号众多,生产产品因其机器外形美观、瓦型标准受到新老客户的一致好评。热情欢迎各界友人和新老用户光临指导,洽谈合作,携手共同发展,共创辉煌!
原文链接:http://www.wxjsj.net/chanpin/show-34773.html,转载和复制请保留此链接。
以上就是关于内蒙古开平机定做-华瑞冷弯机械定做高速开平机全部的内容,关注我们,带您了解更多相关内容。
以上就是关于内蒙古开平机定做-华瑞冷弯机械定做高速开平机全部的内容,关注我们,带您了解更多相关内容。